上海2019年4月16日 /美通社/ -- 2019中国橡胶年会,以“创新引领,精益发展”为主题,于3月27在广州胜利落幕。2019年CHINAPLAS 国际橡塑展,亚洲最具规模之橡塑业展会也将于5月21-24日在广州举行。2019橡塑行业“稳中有变而又变中有忧”的态势,促使橡塑企业苦练内功;唯有精益生产和智能深度融合,才是橡胶工业转型升级的必由之路。
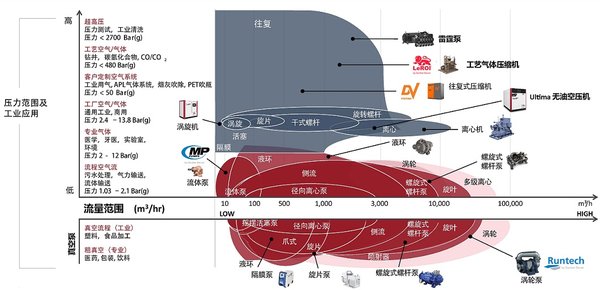
橡塑制造及生产加工过程的各个工艺环节与真空和压力密切相关。这不仅涉及独特的技术要求,操作条件也颇为严苛。格南登福旗下里其乐(Elmo Rietschle:http://www.gardnerdenver.com.cn/zh-cn/elmorietschle)品牌,有着超过115年的真空及压力技术的研发和制造经验。过去的30年,中国橡塑行业蓬勃成长,里其乐也凭借高效稳定智能的解决方案,成为橡塑行业创新和精益发展的优选气源设备品牌。

硫化、脱气挤塑、挤出塑料的冷却和干燥、EPS 成型、校准、塑料膜无接触旋转、橡胶部件脱气、气动输送(颗粒)、合成材料、干燥是橡塑行业的关键工艺流程,里其乐产品在其中都有优异表现。
硫化
橡胶硫化是改善橡胶制品性能的重要流程。采用真空硫化方式可以得到高质量的橡胶零部件。在该流程中,真空泵起着至关重要的作用,需要承受高温、脱模机等恶劣工作状况。

脱气挤塑机
对于循环利用的材料,真空泵去除熔化塑料中的空气夹杂物、水分和粘合剂。真空泵抽出低分子物质,以获得优质的产品,即光滑的表面、高强度、更好的绝缘属性和更低的除气率,确保可循环利用材料获得和新材料一样的质量。
挤出塑料的冷却和干燥
挤塑机挤出的材料温度非常高,必须立即使用压缩空气或水进行冷却。当使用水冷却时,使用侧流式鼓风机将塑料吹干。

EPS成型
首先侧流风机将预发泡聚苯乙烯颗粒吹进模具中,然后对蒸汽增压。最后,颗粒在模制部件中聚合和“烘焙”。为防止在这个过程出现变形,必须冷却部件。通过向这些部件施加真空,确保部件保持形状并使水分迅速蒸发。蒸发过程所需热量从模具和工件中抽出,从而加速冷却。
校准
挤塑机挤出的熔化材料填满模具,必须通过真空泵冷却和校准熔化材料,真空泵还对水分含量控制。
塑料膜无接触旋转
塑料膜在转向杆上旋转。转向杆是穿孔的管,空气通过该管进入以形成气垫,塑料膜可以在气垫上滑动,而不会与表面接触。
橡胶部件脱气
汽车行业使用的橡胶部件的生产设备需要真空来抽空压铸模中的空气,以防止出现气泡和加速橡胶聚集。
气动输送(颗粒)
借助风机或真空泵自动向塑料压力机和挤塑机供应颗粒。区别在于通过真空还是通过压力输送。对于前一种方式,风机在材料容器中产生部分真空,颗粒和空气一起通过软管管路输送。
合成材料
合成材料由两种或多种黏合在一起的成分组成,这些成分通过真空在箔衬袋中进行压缩。
干燥器
塑料颗粒在储存和运输时温度可能变化。由于湿气在颗粒表面凝结,毛细作用会吸收湿气,具体取决于时间、天气状况和使用的塑料类型。要获得优质的制成品,颗粒不得超过最高允许湿度。在基本系统中,由热风干燥器进行干燥,而高效的工厂采用干燥风式干燥器。对于后一种情况(和热风干燥器对比),处理的空气在闭合的回路中流通,直接吹过材料(颗粒或粉末)以达到干燥的目的。安装在回风管中的除湿器(分子筛)去除空气中的水分。通过风机输送空气,始终有可用的恒定预干燥空气流使料槽干燥。新式的干燥器大多有两个干燥剂容器,以便处理时无需为了回收潮湿的干燥剂而中断干燥过程。回收干燥剂也是通过风机进行。
里其乐通过创新科技和智能控制,不断优化成本、最大程度延长设备运行时间。作为橡塑行业全方位解决方案提供商,格南登福旗下里其乐品牌为橡塑行业创新引领,精益发展保驾护航。